机床数控复习
本文最后更新于 2026年3月6日 凌晨
一、G代码分步解析
车床代码
如图所示工件,需要进行精加工,其中Φ85mm外圆不加工,毛胚为Φ85mmX340mm棒材,材料为45钢:
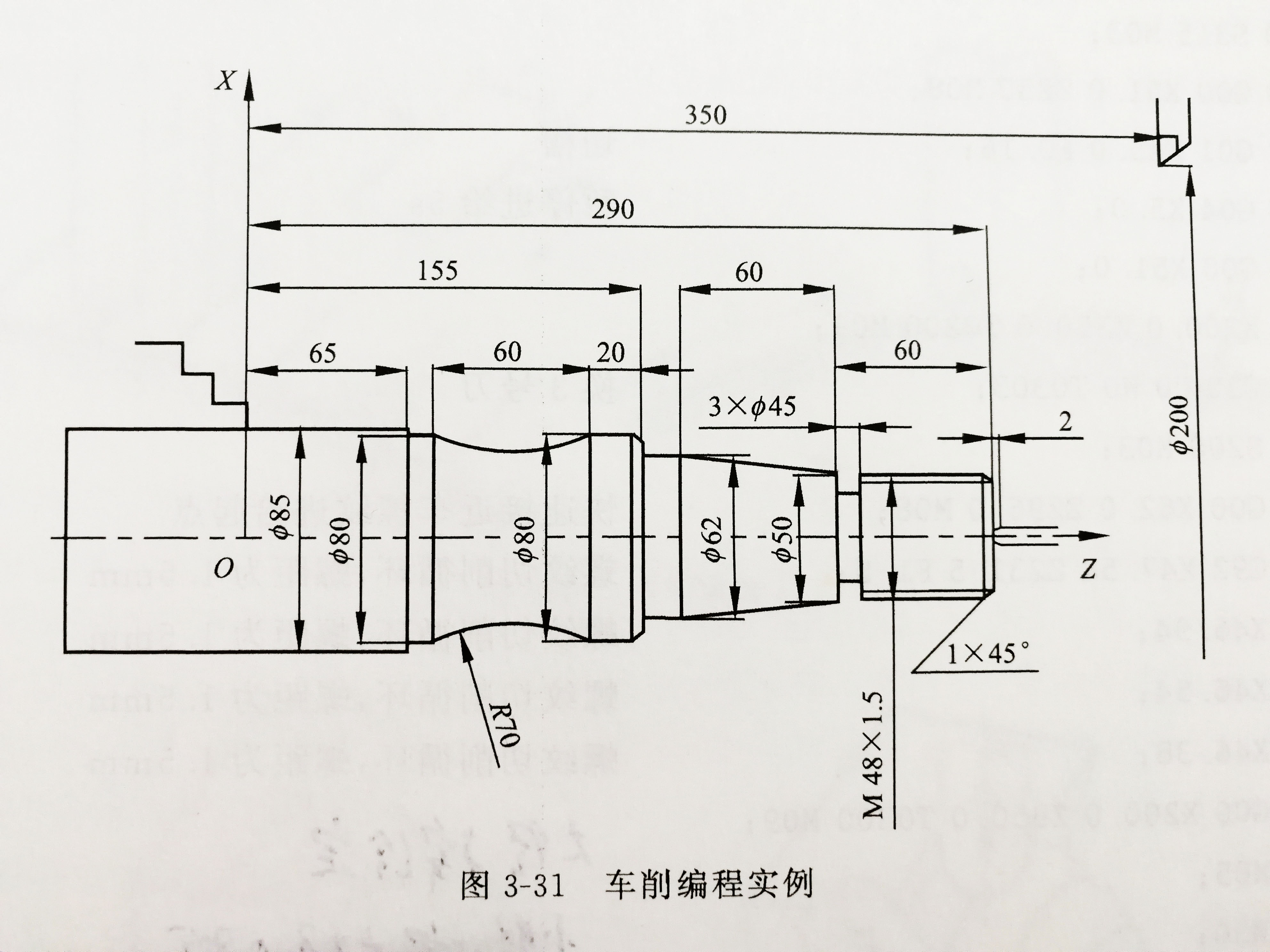
加工步骤
- 倒角
- 车螺纹外圆
- 车圆锥
- 车Φ62mm外圆
- 倒角
- 车Φ80mm外圆
- 车R70mm圆弧
- 车Φ80mm外圆
- 切槽
- 车螺纹
代码
| 代码 | 注释 |
|---|---|
| O0003; | 程序代号 |
| N10 G50 X200.0 Z350.0; | 设定工件坐标系 |
| N20 G30 U0 W0 T0101; | 换1号刀 |
| N20 S630 M03; | 主轴转速630 顺时针转动 |
| N30 G00 X41.8 Z292.0 M08; | 快速进给 |
| N30 G01 X47.8 Z289.0 F0.15; | 车倒角 |
| N50 Z230.0; | 车螺纹外圆 |
| N60 X50.0; | 车台阶 |
| N70 X62.0 W-60.0; | 车圆锥(W为Z方向增量坐标表示) |
| N80 Z155.0; | 车Φ62mm外圆 |
| N90 X78.0; | 车台阶 |
| N100 X80.0 W-1.0; | 车倒角 |
| N110 W-19.0; | 车Φ80mm外圆 |
| N120 G02 W-60.0 R70.0; | 车R70mm圆弧(顺时针方向插补) |
| N130 G01 Z65.0; | 车Φ80mm外圆 |
| N140 X90.0; | 车台阶 |
| N150 G00 X200.0 Z350.0 T0101 M09; | 退刀到坐标原点 |
| N160 G30 U0 W0 T0202; | 换2号刀 |
| N170 S315 M03; | 主轴转速315 顺时针转动 |
| N180 G00 X51.0 Z230 M08; | 快速进给 |
| N190 G01 X45.0 F0.16; | 切槽 |
| N200 G04 X5.0; | 暂停加工5S |
| N210 G00 X51.0; | 退刀 |
| N220 X200.0 Z350.0 T0202 M09; | 换3号刀 |
| N230 G30 U0 W0 T0303; | 换3号刀 |
| N240 S200 M03; | 主轴转速200 顺时针转动 |
| N250 G00 X62.0 Z296.0 M08; | 快速进给 |
| N260 G92 X47.54 Z231.5 F1.5; | 车螺纹(每次进给一定值) |
| N270 X46.94; | 车螺纹 |
| N280 X46.54; | 车螺纹 |
| N290 X46.38; | 车螺纹(以小径的为终点) |
| N300 G00 X200.0 Z350.0 T0303 M09; | 退刀回坐标原点 |
| N310 M05; | 主轴停止 |
| N320 M30; | 程序结束 |
已知螺纹大径D,螺距P,则小径 d=D-1.0825*P
铣床代码
加工如图所示的槽,毛坯为70mm X 70mm X 16mm的板材,工件材料为45钢,六面已经过粗加工,要求精加工:
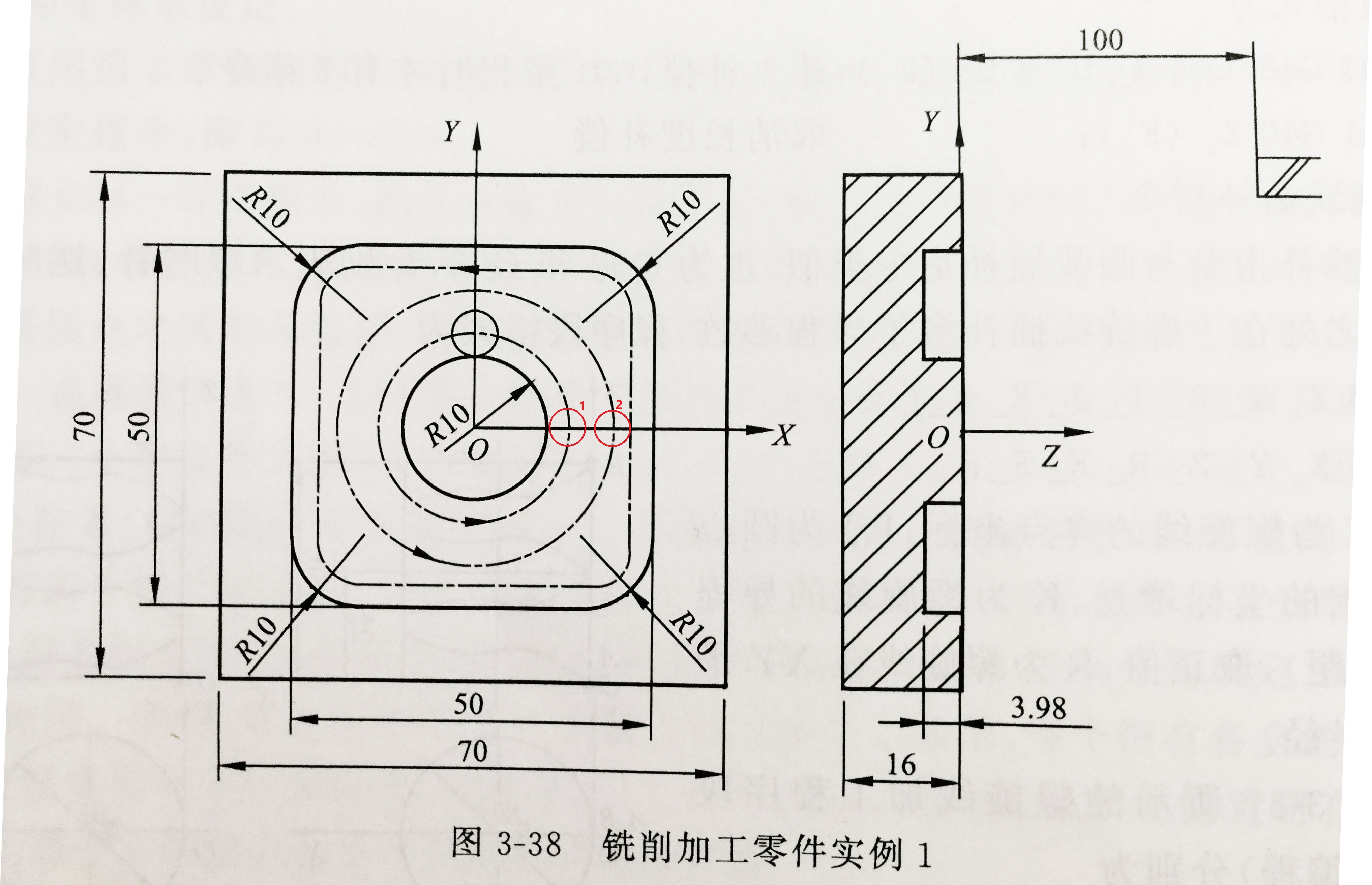
- 工件坐标系定在工件表面的中心点上;
- 选用Φ8mm键槽铣刀
圆弧插补
1 | |
- X:终点X坐标
- Y:终点Y坐标
- R:半径
- I , J: I为圆弧起点与圆弧圆心的X轴方向分量,J为圆弧起点与圆弧圆心的Y轴方向分量
- F:切削进给率
代码
| 代码 | 注释 |
|---|---|
| O1000 | 程序代号 |
| N10 G92 X35.0 Y35.0 Z100.0; | 工件坐标系设定 |
| N15 S500 M03; | 主轴转速500 顺时针转动 |
| N17 G90 G00 X14.0 Y0.0 Z1.0 M08; | 快速进给至切入点(图中1处) |
| N20 G01 Z-3.98 F100; | 下刀到槽的深度 |
| N30 G03 X14.0 Y0 I-14.0 J0; | 走圆轨迹 |
| N40 G01 X20.0; | 向外走刀(至图中2处) |
| N50 G03 X20.0 Y0 I-20.0 J0; | 走圆轨迹 |
| N60 G41 G01 X25.0 Y0 D01; | 走刀至外轮廓切入点 |
| N65 G01 Y15.0; | 直线进给 |
| N70 G03 X15.0 Y25.0 I-10.0 J0; | 右上角的圆角 |
| N80 G01 X-15.0; | 直线进给 |
| N90 G03 X-25.0 Y15.0 I0 J-10.0; | 左上角的圆角 |
| N100 G01 Y-15.0; | 直线进给 |
| N110 G03 X-15.0 Y-25.0 I10.0 J0; | 左下角的圆角 |
| N120 G01 X15.0; | 直线进给 |
| N130 G03 X25.0 Y-15.0 I0 J 10.0; | 右下角的圆角 |
| N140 G01 Y0; | 直线进给 |
| N150 G00 Z100.0 M05; | 抬刀 |
| N160 G40 X35.0 Y35.0 M09; | 取消补偿 |
| N160 M30; | 程序结束 |
机床数控复习
https://www.aye10032.com/2020/06/13/2020-06-13-Gcode/